Artykuł wyjaśnia, czym jest piroliza opon, jakie produkty powstają w tym procesie i kiedy ta technologia rzeczywiście pomaga środowisku. Pokazuję też, gdzie kończy się marketingowa obietnica, a zaczyna przemysłowa rzeczywistość: emisje, jakość produktu, wymagania prawne i wpływ na przyrodę. To ważne, bo w przypadku zużytych opon liczy się nie tylko „odzysk”, ale przede wszystkim to, czy rozwiązanie naprawdę zmniejsza presję na glebę, wodę i lokalne ekosystemy.
Najważniejsze jest to, co dzieje się z odpadem, a nie sama etykieta technologii
- Proces polega na rozkładzie zużytych opon w wysokiej temperaturze, bez dostępu tlenu, a nie na zwykłym spalaniu.
- Najczęściej powstają trzy strumienie: olej, gaz i stały produkt węglowy, a także stal z osnowy opony.
- Efekt ekologiczny zależy od jakości instalacji, oczyszczania gazów, zużycia energii i zagospodarowania produktów końcowych.
- W dobrze prowadzonym systemie technologia może ograniczać dzikie składowanie opon i presję na środowisko, ale sama w sobie nie jest automatycznie „zielona”.
- W Polsce to działalność silnie regulowana i wymagająca zezwoleń, więc projekt trzeba oceniać przez pryzmat prawa, emisji i bezpieczeństwa.
Czym jest ten proces i dlaczego w ogóle się go stosuje
Najprościej mówiąc, chodzi o termiczny rozkład gumy w warunkach beztlenowych lub z ograniczonym dostępem tlenu. Zamiast spalić oponę do końca, rozbija się jej długie łańcuchy polimerowe na prostsze frakcje: gaz, olej i stały produkt węglowy. W praktyce to forma odzysku surowcowego, która ma sens wtedy, gdy opona nie nadaje się już do bieżnikowania ani do zwykłego recyklingu mechanicznego.
To ważne, bo zużyta opona nie jest jednorodnym kawałkiem gumy. W badaniach nad takimi odpadami wskazuje się, że typowa opona zawiera około 60% kauczuku naturalnego i syntetycznego, 30% sadzy technicznej oraz 10% wypełniaczy organicznych i nieorganicznych. Taki skład sprawia, że odpad jest trwały, trudny do biodegradacji i kłopotliwy w składowaniu. Według KPGO 2028 jednym z kierunków zagospodarowania zużytych opon jest właśnie piroliza i dalsze wykorzystanie produktów tego procesu.
Z mojego punktu widzenia najważniejsze jest jedno: ta technologia nie powinna być traktowana jako wygodny skrót do „pozbycia się problemu”, tylko jako element szerszego systemu gospodarki odpadami. I właśnie dlatego warto zobaczyć, jak ten proces wygląda od środka.

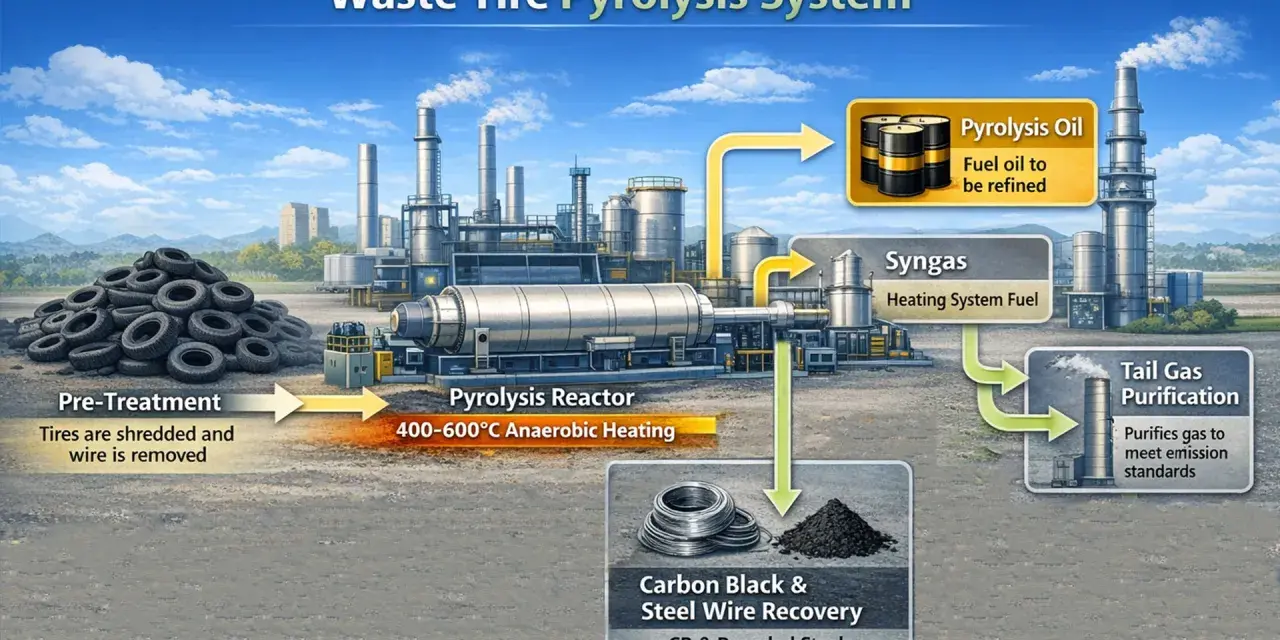
Jak wygląda proces w praktyce
W skrócie: opony są przygotowywane, trafiają do reaktora, a następnie są podgrzewane do temperatury, w której ich struktura chemiczna zaczyna się rozpadać. W zależności od instalacji proces prowadzony jest zwykle w zakresie około 400-550°C, choć w badaniach pojawiają się także wyższe temperatury. Kluczowe jest to, że tlen jest odcięty, więc nie mamy do czynienia z klasycznym spalaniem, lecz z kontrolowanym rozkładem termicznym.
| Etap | Co się dzieje | Na co trzeba uważać |
|---|---|---|
| Przygotowanie surowca | Opony są sortowane, oczyszczane i często rozdrabniane. | Zbyt zanieczyszczony wsad obniża jakość produktów i komplikuje pracę instalacji. |
| Podgrzewanie | Materiał trafia do reaktora i jest ogrzewany bez dostępu tlenu lub w atmosferze obojętnej, np. azotu. | Temperatura i czas przebywania w reaktorze silnie wpływają na skład gazu i oleju. |
| Rozkład termiczny | Łańcuchy polimerowe rozpadają się na frakcję lotną i stałą. | Zbyt wysoka temperatura sprzyja większej produkcji gazu i większemu udziałowi związków aromatycznych. |
| Kondensacja | Para olejowa jest schładzana i skraplana do oleju pirolitycznego. | Bez skutecznego chłodzenia i oczyszczania gazy mogą stanowić problem emisyjny. |
| Oczyszczanie gazów i pozostałości | Gaz procesowy bywa wykorzystywany do podtrzymania procesu, a stały produkt jest odbierany i dalej przygotowywany. | Niedopracowane układy oczyszczania zwiększają ryzyko emisji i kłopotów zapachowych. |
W badaniach nad zużytymi oponami często obserwuje się, że przy około 475-550°C uzysk oleju bywa najwyższy, a po przekroczeniu 500°C zwykle rośnie udział gazu kosztem cieczy. To pokazuje, że nie istnieje jedna „magiczna” temperatura, tylko zakres pracy, który trzeba dopasować do wsadu i celu procesu. Zbyt agresywne grzanie poprawia jedne wskaźniki, ale pogarsza inne, więc technologia wymaga precyzji, a nie tylko samego reaktora.
To prowadzi do kolejnego pytania: co właściwie powstaje po takim rozkładzie i czy te produkty rzeczywiście mają wartość użytkową.
Co powstaje po obróbce i gdzie są granice wykorzystania
Po procesie zostają zwykle cztery użyteczne strumienie: olej, gaz, stały produkt węglowy oraz stal odzyskana z osnowy opony. Z ekologicznego punktu widzenia najciekawsze jest to, że część produktów można ponownie wykorzystać, ale nie zawsze wprost i nie zawsze bez dodatkowego oczyszczenia.
| Produkt | Potencjalne zastosowanie | Ograniczenie |
|---|---|---|
| Olej pirolityczny | Surowiec energetyczny lub półprodukt po dalszym oczyszczaniu. | Skład zależy od temperatury, a zawartość związków aromatycznych bywa problemem jakościowym. |
| Gaz procesowy | Często zasila sam proces i zmniejsza zapotrzebowanie na zewnętrzne paliwo. | Bez dobrej kontroli może być nośnikiem emisji i zapachów. |
| Stały produkt węglowy | Po uszlachetnieniu może trafić do gumy, asfaltu albo do zastosowań sorpcyjnych. | Surowy materiał ma zwykle zbyt dużo popiołu, by od razu zastąpić sadzę techniczną premium. |
| Stal | Może wrócić do recyklingu metali. | Wymaga oddzielenia i czystego strumienia materiałowego. |
W jednej z analiz porównawczych dla pyrolytycznego carbon black wskazywano zawartość popiołu rzędu 15,14%, podczas gdy w handlowej sadzy technicznej było to około 0,4%. To bardzo dobrze pokazuje granicę możliwości: materiał z pirolizy może być cenny, ale rzadko jest gotowym zamiennikiem bez dodatkowej obróbki. Najlepsze instalacje nie sprzedają „obietnicy odzysku”, tylko stabilny surowiec o przewidywalnych parametrach.
Skoro wiemy już, co powstaje, trzeba spojrzeć na sedno sprawy z perspektywy przyrody: czy taki proces realnie pomaga środowisku, czy tylko przesuwa problem w inne miejsce.
Piroliza opon a przyroda i bioróżnorodność
Ja patrzę na ten temat bez romantyzowania. Jeżeli zużyte opony leżą latami na dzikim składowisku, problemem nie jest wyłącznie estetyka. Taki magazyn potrafi zatrzymywać wodę, sprzyjać rozwojowi komarów, zajmować cenne miejsce, a w razie pożaru generować bardzo trudny do opanowania dym i zanieczyszczenia. Do tego dochodzi ryzyko przenikania związków z gumy i dodatków do gleby oraz wód powierzchniowych.
Z tej perspektywy dobrze prowadzony proces może przynieść realną korzyść: ogranicza liczbę opon porzucanych w terenie, zmniejsza presję na składowanie i pozwala odzyskać część surowca. To ma znaczenie także dla lokalnych siedlisk, bo dzikie hałdy odpadów rozcinają krajobraz, przyciągają szkodniki i często tworzą martwe strefy zamiast funkcjonującego ekosystemu.
Problem w tym, że korzyść środowiskowa nie pojawia się automatycznie. Przy zbyt wysokiej temperaturze, słabym oczyszczaniu gazów lub błędach operacyjnych rośnie udział związków aromatycznych i wielopierścieniowych węglowodorów, które są poważnym obciążeniem emisyjnym. Dlatego technologia ma sens tylko wtedy, gdy instalacja ma sprawny system odpylania, dopalania i kontroli emisji oraz sensownie zagospodarowuje pozostałości. Bez tego łatwo zamienić jeden problem w drugi, bardziej ukryty.
W praktyce to nie jest więc pytanie „czy piroliza jest dobra”, tylko „czy dana instalacja rzeczywiście ogranicza presję na środowisko bardziej niż alternatywy”. I właśnie to warto porównać.
Kiedy ta technologia ma sens, a kiedy lepiej wybrać coś innego
Nie każda partia zużytych opon powinna trafiać do pirolizy. Czasem lepszym wyborem jest bieżnikowanie, czasem recykling mechaniczny, a czasem odzysk energii w warunkach ściśle kontrolowanych. Najpierw trzeba ocenić jakość wsadu, dostęp do rynku zbytu i to, czy faktycznie odzyskujemy wartość materiałową, a nie tylko obniżamy problem logistyczny.
| Rozwiązanie | Kiedy ma sens | Główne ograniczenie |
|---|---|---|
| Bieżnikowanie | Gdy karkas opony jest jeszcze dobry i można wydłużyć jej życie. | Nie każda opona się do tego nadaje. |
| Recykling mechaniczny | Gdy potrzebny jest granulat, mata lub dodatek do nawierzchni. | To zwykle downcycling, czyli niższa jakość zastosowania niż w produkcie pierwotnym. |
| Piroliza | Gdy wsad jest trudny do wykorzystania inaczej, a produkty mają pewny rynek zbytu. | Wymaga dużych nakładów, stabilnej jakości i dobrej kontroli emisji. |
| Odzysk energii | Gdy materiałowo nie da się już zrobić nic sensownego. | Traci się potencjał materiałowy opony. |
W biznesie kluczowe są trzy rzeczy: jednorodny surowiec, odbiór produktów i koszty energii. Jeśli jedna z tych zmiennych się psuje, cały model ekonomiczny zaczyna się chwiać. Z mojego doświadczenia redakcyjnego wynika, że największy błąd popełniają ci, którzy patrzą wyłącznie na samą technologię, a nie na cały łańcuch: zbiór, przetwarzanie, sprzedaż produktów i zagospodarowanie odpadów wtórnych.
Gdy ten łańcuch działa, technologia może być wartościowym elementem gospodarki obiegu zamkniętego. Gdy nie działa, robi się z niej kosztowna instalacja do przerabiania problemów na inne problemy.
Jak wygląda to w polskich realiach prawnych
W Polsce ten obszar jest mocno sformalizowany. Jak przypomina ustawa o odpadach, prowadzenie zbierania i przetwarzania odpadów wymaga zezwolenia, a termiczne przekształcanie odpadów podlega dodatkowym rygorom. Co ważne, gdy w procesie pirolitycznym powstające substancje są później spalane, cały układ podlega reżimowi właściwemu dla termicznego przekształcania odpadów. To istotne rozróżnienie, bo nie każda instalacja reklamująca się jako „recykling chemiczny” automatycznie jest poza kategorią spalania.
W praktyce oznacza to konieczność spełnienia wymagań środowiskowych, przeciwpożarowych i emisyjnych, a także udowodnienia, że produkt końcowy ma realne zastosowanie. W KPGO 2028 kierunek związany z pirolizą i zagospodarowaniem produktów pirolizy jest wskazywany jako jeden z elementów gospodarki odpadami, ale to nie znosi obowiązku kontroli jakości procesu.
Innymi słowy: sama idea odzysku nie wystarcza. Liczy się dokumentacja, monitoring, bezpieczeństwo i to, czy instalacja nie przerzuca kosztów środowiskowych na sąsiedztwo zakładu. I właśnie dlatego ostatni krok to pytanie, które zadaję zawsze, gdy oceniam taki projekt.
Co sprawdzam, zanim uznam projekt za naprawdę sensowny
Gdy oceniam taką instalację, sprawdzam przede wszystkim, czy operator ma odpowiedź na kilka prostych, ale bezlitosnych pytań. To one oddzielają realny projekt środowiskowy od prezentacji sprzedażowej.
- Czy jest jasny bilans masy, czyli ile wsadu wchodzi i co dokładnie wychodzi z procesu?
- Czy istnieje realny odbiór oleju, gazu i stałego produktu, a nie tylko deklaracja „wysokiej wartości surowcowej”?
- Czy instalacja ma skuteczne oczyszczanie gazów i kontrolę zapachów?
- Czy energia zużywana do procesu nie zjada korzyści odzysku?
- Czy pozostałości po procesie mają stabilny, zgodny z prawem kierunek zagospodarowania?
- Czy zakład nie zwiększa presji na okoliczne siedliska przez hałas, pył, transport i ryzyko awarii?
Jeżeli te odpowiedzi są nieprecyzyjne, ja nie traktowałbym technologii jako rozwiązania ekologicznego, tylko jako projekt wymagający bardzo ostrożnej weryfikacji. Piroliza może być sensownym narzędziem w gospodarce odpadami, ale tylko wtedy, gdy faktycznie zamyka obieg materiału, a nie otwiera nowy łańcuch emisji. Właśnie w takim uczciwym podejściu kryje się jej prawdziwa wartość.