
Dobrze wykonane cięcie tworzyw sztucznych decyduje o tym, czy element będzie pasował od razu, czy skończy z pękniętą krawędzią, przypaleniem albo nadmiarem odpadów. W praktyce nie wystarcza samo narzędzie: liczy się rodzaj tworzywa, jego grubość i to, czy potrzebujesz prostego odcinka, łuku, czy serii identycznych detali. Poniżej pokazuję, jak dobrać metodę, uniknąć typowych błędów i ograniczyć ilość ścinek, które potem trudno odzyskać.
Najważniejsze rzeczy, które warto ustalić przed pracą
- Najpierw rozpoznaj materiał, bo PMMA, poliwęglan, PVC, PETG i ABS zachowują się przy cięciu zupełnie inaczej.
- Do prostych, cienkich arkuszy często wystarczy nacinanie i łamanie, a do bardziej złożonych kształtów lepiej sprawdza się piła, frez albo laser.
- Największym wrogiem jakości jest ciepło: topi krawędź, matowi powierzchnię i zwiększa ryzyko pęknięć.
- PVC oraz część tworzyw z dodatkami chlorowymi omijaj przy obróbce termicznej, a przy cięciu zadbaj o dobrą wentylację.
- Ścinki i pył zbieraj osobno, żeby nie rozsiewać drobin po warsztacie, ogrodzie i kanalizacji.
Jak rozpoznaję tworzywo, zanim wybiorę metodę
Ja zaczynam nie od narzędzia, tylko od materiału. To ważne, bo „plastik” to zbyt szerokie pojęcie: inaczej zachowuje się pleksi, inaczej poliwęglan, a jeszcze inaczej PVC czy PETG. W praktyce najlepiej spojrzeć na oznaczenie producenta albo kartę techniczną i dopiero potem zdecydować, czy cięcie ma być mechaniczne, ręczne czy termiczne.
| Materiał | Jak się zachowuje przy cięciu | Metody, które zwykle działają najlepiej | Czego lepiej unikać |
|---|---|---|---|
| PMMA, czyli pleksi | Ma twardą, estetyczną powierzchnię, ale jest dość krucha i lubi pękać przy złym prowadzeniu narzędzia. | Nacinanie i łamanie przy cienkich płytach, piła drobnozębna, frezowanie, laser CO2 przy odpowiednio dobranym procesie. | Tępych ostrzy, zbyt szybkiego posuwu i mocnego docisku. |
| Poliwęglan | Jest odporny na uderzenia i mniej kruchy, ale łatwo się nagrzewa. | Piła, wyrzynarka, frez, zwłaszcza gdy zależy ci na mechanicznej kontroli krawędzi. | Przegrzewania i cięcia bez próby, jeśli planujesz obróbkę termiczną. |
| PVC | Da się obrabiać mechanicznie, ale przy wysokiej temperaturze robi się problematyczne. | Piła i frez z odciągiem wiórów oraz dobrą wentylacją. | Laseru i mocnego nagrzewania. |
| PETG | Jest dość wdzięczny w obróbce, ale przy złych ustawieniach może ciągnąć nitki i robić miękką krawędź. | Piła, frez, czasem laser po próbie na odpadzie. | Za szybkiego cięcia i zbyt dużej temperatury na krawędzi. |
| PP i PE | Są miękkie, śliskie i sprężyste, więc lubią się odkształcać. | Piła, frez i bardzo dobre podparcie materiału. | Słabego mocowania i cięcia „w powietrzu”. |
| ABS | Jest stabilny, ale przy nieprzemyślanej obróbce może wydzielać nieprzyjemne opary. | Piła, frez i procesy z dobrą wentylacją. | Pracy bez odciągu i próbnej konfiguracji. |
Jeśli nie mam pewności co do składu, robię małą próbę na odpadzie. To prosty ruch, który oszczędza arkusz, czas i nerwy, a przy okazji pozwala szybko ocenić, czy materiał bardziej „tnie się”, czy raczej „topi”.
Które techniki sprawdzają się w praktyce i gdzie mają sens
W warsztacie najczęściej wygrywają trzy pytania: jak długa jest linia cięcia, jak gruby jest arkusz i czy zależy mi na estetyce krawędzi, czy przede wszystkim na szybkości. Inna technika będzie dobra do prostej listwy, a inna do wycięcia otworu pod przepust, element dekoracyjny albo serię identycznych detali.
| Technika | Najlepsze zastosowanie | Największe plusy | Ograniczenia |
|---|---|---|---|
| Nacinanie i łamanie | Cienkie arkusze PMMA i proste linie, zwykle do ok. 3-4 mm. | Mało pyłu, szybkość, niski koszt i zaskakująco czysta krawędź przy poprawnym prowadzeniu noża. | Tylko proste cięcia i tylko wtedy, gdy materiał ma odpowiednią grubość. |
| Piła tarczowa lub ukośnica | Długie, proste cięcia w arkuszach i profilach. | Powtarzalność, tempo pracy i dobra kontrola przy użyciu drobnozębnej tarczy. | Wymaga stabilnego podparcia i dobrego ostrza; zła tarcza potrafi przypalić krawędź. |
| Wyrzynarka | Krzywizny, wycięcia, otwory i mniej regularne kształty. | Duża elastyczność i możliwość pracy na miejscu, bez rozbudowanego stanowiska. | Większe ryzyko wyszczerbień i wolniejsze tempo niż przy pile. |
| Frezarka ręczna lub CNC | Kontury, kieszenie, otwory wewnętrzne i powtarzalne serie. | Bardzo dobra dokładność, powtarzalność i estetyczne wykończenie po właściwym ustawieniu. | Wymaga przygotowania, mocowania i odprowadzenia wiórów. |
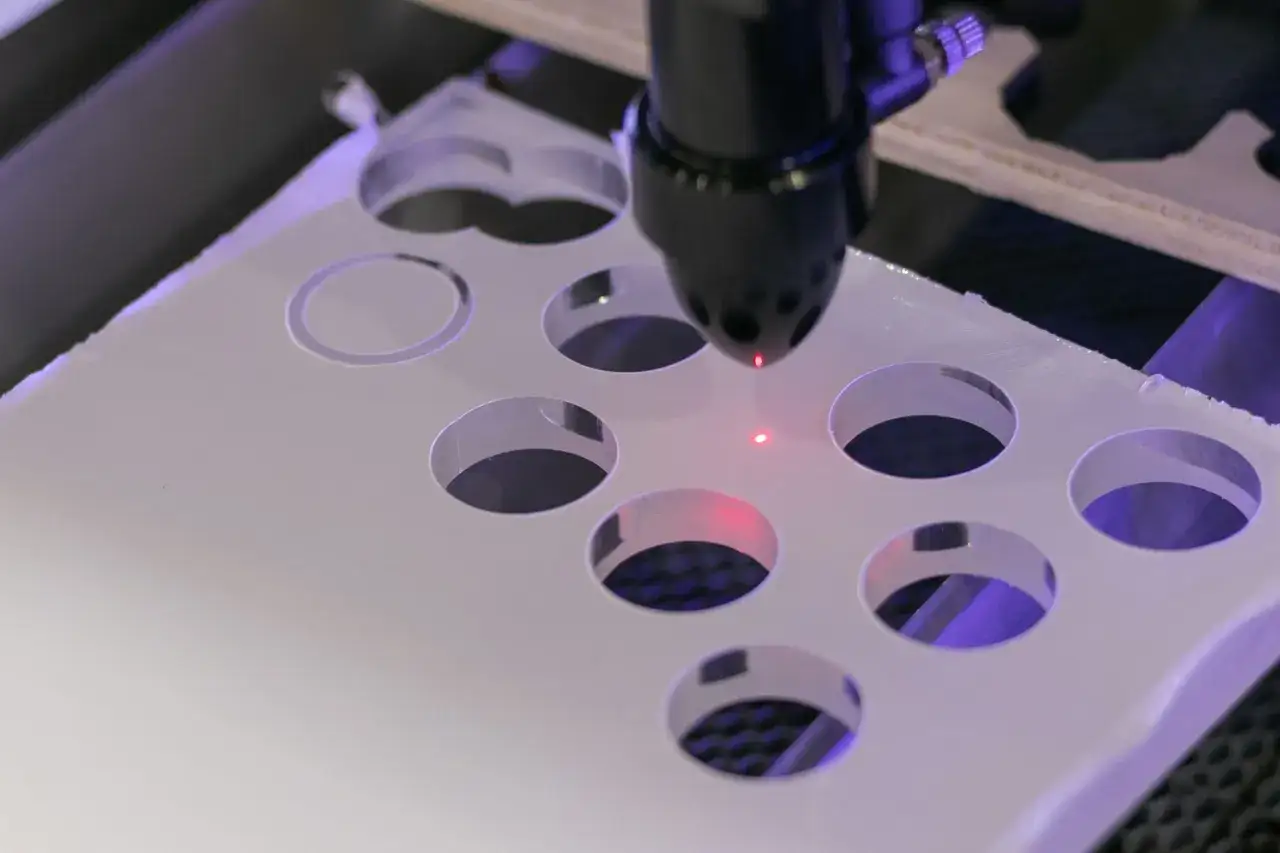
| Laser CO2 | Akryl, cienkie arkusze, napisy, detale i elementy dekoracyjne. | Wysoka precyzja, zamknięta krawędź i minimalna obróbka końcowa. | Nie jest moim pierwszym wyborem przy PVC, a przy poliwęglanie wolę mechanikę i testy. |
Najkrócej mówiąc: gdy potrzebuję prostego i taniego cięcia, stawiam na nacinanie albo piłę; gdy liczy się kształt, wybieram wyrzynarkę lub frez; gdy najważniejsza jest estetyka, rozważam laser, ale tylko dla odpowiedniego materiału. To właśnie ten wybór najczęściej decyduje o jakości całej pracy, a nie samo „mocniejsze” narzędzie.
Jak ciąć, żeby krawędź była czysta, a materiał nie pracował zbyt mocno
W praktyce efekt robi nie tyle sama maszyna, ile sposób prowadzenia. Dobrze przygotowany arkusz, spokojny posuw i odpowiednia tarcza albo frez potrafią poprawić rezultat bardziej niż kupno droższego sprzętu. Właśnie dlatego lubię pracować według prostego schematu.
- Zostawiam folię ochronną lub naklejam taśmę maskującą. Chroni powierzchnię przed mikrorysami i ułatwia wyraźne zaznaczenie linii.
- Oznaczam linię na warstwie ochronnej. Dzięki temu nie rysuję materiału bezpośrednio przed cięciem.
- Stabilnie podpieram arkusz po obu stronach cięcia. Brak podparcia to szybka droga do pęknięć, wyszczerbień i fałszywych naprężeń.
- Prowadzę narzędzie równo i bez szarpania. Zbyt szybki ruch podnosi temperaturę i topi krawędź, zamiast ją przeciąć.
- Dobieram ostrze do tworzyw. Przy pile liczy się drobne uzębienie, a przy frezie ostrze, które dobrze odprowadza wiór.
- Od razu usuwam grat. To cienki zadzior po cięciu; jeśli zostawi się go na później, potrafi się wykruszyć albo pogorszyć wygląd krawędzi.
Przy wyrzynarce zwykle wyłączam agresywny ruch wahadłowy, jeśli materiał łatwo się strzępi, a przy frezowaniu zwracam uwagę na odprowadzanie wióra bardziej niż na samą prędkość obrotową. To właśnie odprowadzanie ciepła i wiórów odróżnia krawędź „do montażu” od krawędzi, którą potem trzeba ratować papierem ściernym i polerowaniem.
Najczęstsze błędy, które psują efekt i zwiększają straty
Najwięcej problemów widzę wtedy, gdy ktoś próbuje „przepchnąć” materiał jednym ruchem. Tworzywa nie wybaczają pośpiechu tak łatwo jak drewno, bo potrafią się grzać, ciągnąć i pękać w zupełnie nieoczekiwanym miejscu.
- Za tępe ostrze. Zamiast ciąć, ociera i grzeje materiał, więc krawędź robi się mleczna albo poszarpana.
- Zbyt duży posuw. Narzędzie nie ma czasu odprowadzić wiórów, przez co arkusz się topi lub łuszczy.
- Brak stabilizacji. Drgania natychmiast zwiększają ryzyko pęknięć, zwłaszcza przy pleksi.
- Zdejmowanie folii ochronnej przed czasem. Powierzchnia zostaje wtedy bez zabezpieczenia i łatwo ją zarysować przy samym prowadzeniu materiału.
- Próba cięcia nieodpowiedniego tworzywa laserem. Przy części materiałów to kończy się nie tylko złą krawędzią, ale też problemem z oparami.
- Brak testu na odpadzie. Jedno próbkowe cięcie często mówi więcej niż kilka teorii o ustawieniach.
Z mojego doświadczenia najbardziej kosztują nie spektakularne pomyłki, tylko małe skróty: tańsza tarcza, słabszy docisk, chwila pośpiechu. Każda z nich zwiększa ilość odpadów, a w temacie tworzyw to już nie tylko problem estetyczny, ale też ekologiczny, więc naturalnie przechodzę do tego, co zrobić ze ścinkami.
Co zrobić z odpadami po cięciu, żeby nie dokładać plastiku środowisku
To jest fragment, który w wielu warsztatach traktuje się po macoszemu, a szkoda. Drobne opiłki i ścinki z tworzyw nie znikają same, a jeśli trafią do trawy, ziemi albo kanalizacji, zaczynają żyć własnym życiem. Jak przypomina UNEP, większe odpady z plastiku z czasem rozpadają się na mikroplastik, więc nawet pozornie mały bałagan ma znaczenie dla gleby, wody i organizmów żyjących w otoczeniu.
- Zbieram ścinki od razu. Nie pozwalam, żeby pył rozchodził się po stanowisku pracy, bo potem trafia na buty, ręce i do otoczenia.
- Oddzielam czyste odpady od zabrudzonych. Jednorodny materiał łatwiej odzyskać niż mieszankę plastiku, taśmy, kleju i folii.
- Nie zamiatam drobin do odpływu. To najprostsza droga do przeniesienia ich poza warsztat.
- Wykorzystuję większe offcuty ponownie. Mogą posłużyć jako próbki, dystanse, podkładki albo elementy testowe.
- Dbam o wentylację przy cięciu termicznym. To ważne nie tylko dla ludzi, ale też dla ograniczenia emisji zanieczyszczeń w zamkniętym pomieszczeniu.
Jeśli warsztat działa blisko ogrodu, lasu albo otwartej wody, takie porządki mają jeszcze większy sens, bo drobiny plastiku bardzo łatwo migrują z miejsca pracy. Dobrze zorganizowany odbiór ścinek to nie detal, tylko część odpowiedzialnej obróbki.
Jak wybrać technikę do domu, warsztatu i produkcji seryjnej
Na końcu zawsze sprowadzam temat do zastosowania. Inaczej myśli ktoś, kto przycina jeden arkusz na osłonę, inaczej osoba robiąca serię elementów reklamowych, a jeszcze inaczej zakład, który musi utrzymać powtarzalność i niską ilość odpadu. Tu właśnie opłaca się patrzeć na scenariusz, a nie na samą nazwę narzędzia.
| Scenariusz | Najrozsądniejsza technika | Dlaczego właśnie ta |
|---|---|---|
| Jedna prosta listwa z cienkiej pleksi | Nacinanie i łamanie | Najszybciej, najczyściej i bez nadmiaru pyłu. |
| Długi, prosty odcinek w większym arkuszu | Piła tarczowa z drobnym uzębieniem | Daje tempo pracy i powtarzalność, jeśli arkusz jest dobrze podparty. |
| Krzywizny, otwory i nieregularny kształt | Wyrzynarka albo frez | Lepsza kontrola nad geometrią niż przy samej pile. |
| Detale, napisy i mała seria identycznych elementów | CNC lub laser, jeśli materiał jest zgodny z procesem | Najwyższa powtarzalność i najmniej ręcznej korekty. |
| Materiał nieznany albo wrażliwy na ciepło | Najpierw próba mechaniczna | Mniejsze ryzyko stopienia, pęknięcia i niepotrzebnego odpadu. |
W domu najczęściej wystarcza porządne ostrze, prowadnica i cierpliwość przy pierwszej próbie. W produkcji seryjnej ważniejsza staje się powtarzalność, dlatego czasem bardziej opłaca się zlecić usługę niż inwestować w sprzęt, który i tak będzie używany sporadycznie. Jeśli zależy ci na czystej krawędzi i mniejszej ilości strat, wybieraj metodę, która już na starcie daje najmniej poprawek.
Dobry rezultat zaczyna się od jednego testowego cięcia
Gdybym miał zostawić tylko jedną praktyczną zasadę, byłaby prosta: najpierw materiał, potem narzędzie, potem test, a dopiero później właściwa produkcja. Jedno próbne cięcie na odcinku 5-10 cm potrafi oszczędzić cały arkusz, bo od razu pokazuje, czy trzeba zmienić posuw, ząb tarczy albo typ ostrza.
Jeśli zależy ci na estetyce, bezpieczeństwie i mniejszej ilości odpadów, nie szukaj „najmocniejszej” techniki. Szukaj tej, która daje czystą krawędź przy najmniejszej liczbie poprawek, bo to zwykle najlepsze rozwiązanie dla warsztatu, portfela i środowiska.